





Продукция






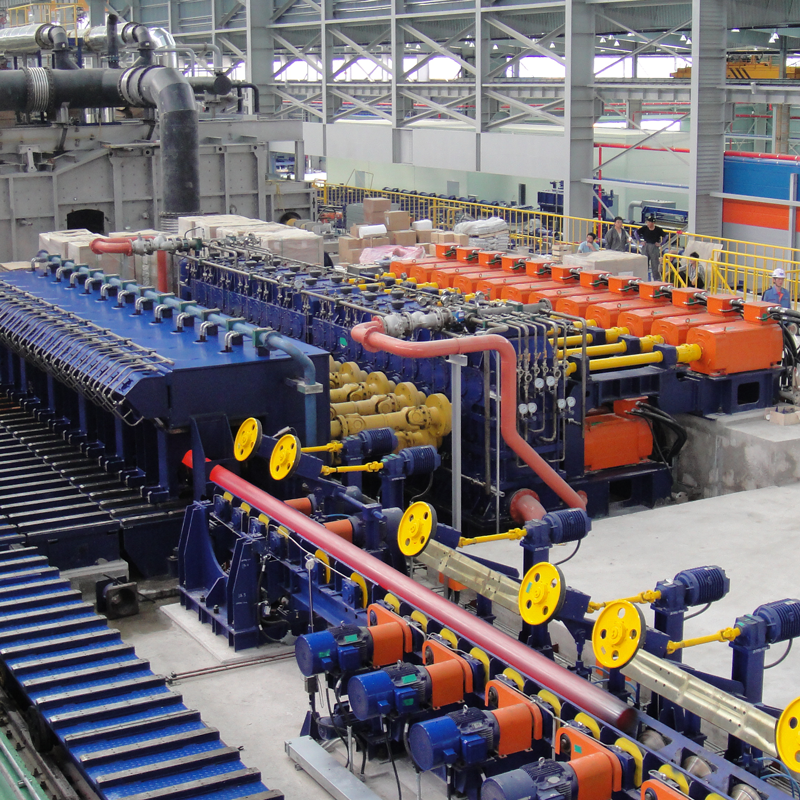









Станок для производства труб малого диаметра LSAW
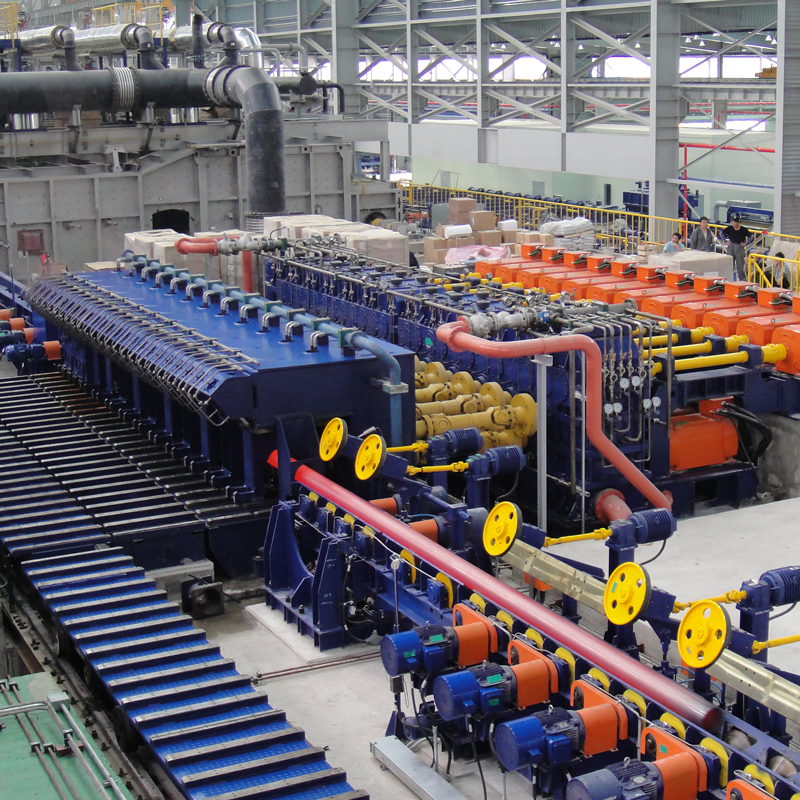
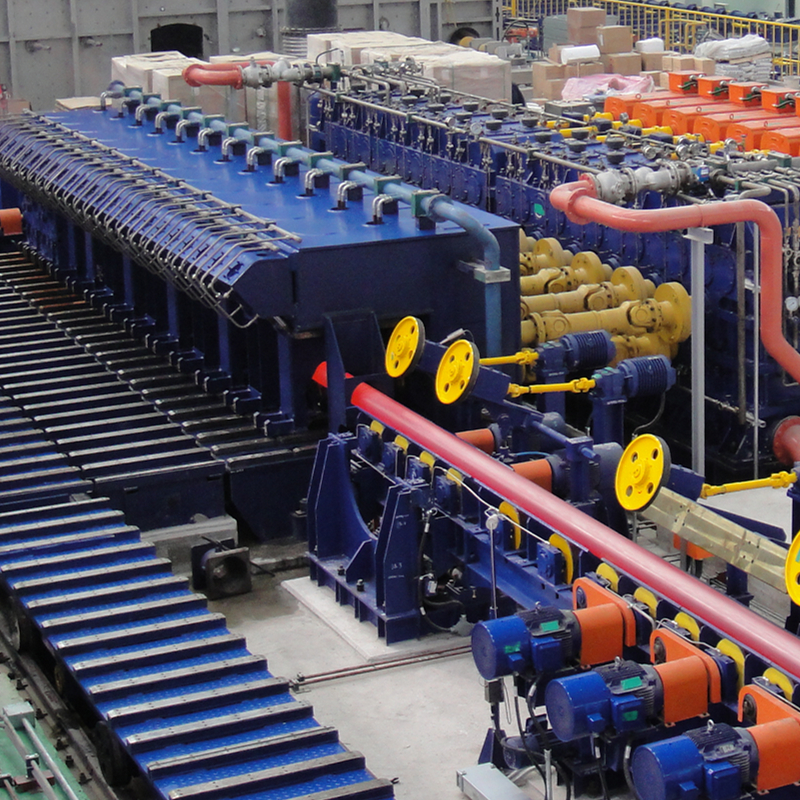
Введение: Станок для производства труб малого диаметра со сваркой под флюсом заключается в том, чтобы открыть и сплющить стальной лист определенной ширины после продольной резки, затем войти в формующую машину, принять полный автоматический точный контроль и гибкую форму, согнуть стальной лист...
Описание
маркер
Введение:
Станок для производства труб малого диаметра со сваркой под флюсом заключается в том, чтобы открыть и сплющить стальной лист определенной ширины после продольной резки, затем войти в формующую машину, принять полный автоматический точный контроль и гибкую форму, согнуть стальной лист в круглую трубу с помощью роликов, предварительно сварить стальную трубу сваркой в газовой среде, затем отрезать, сварить под флюсом внутренние и внешние швы стальной трубы, а затем получить квалифицированные трубы под дуговой сваркой после гидростатического испытания, снятия плоской фаски, проверки сварного шва и тела трубы. Технология быстрой смены роликов принята в части определения размеров стана, что значительно экономит время изменения спецификации.
Станок для производства труб малого диаметра со сваркой под флюсом, подразделяются на модели API и стандартные модели в зависимости от области применения продукции.
Модель API используется для производства высококачественных стальных труб, таких как трубы для транспортировки нефти и природного газа и обсадные трубы для нефтяных скважин, к которым предъявляются строгие требования по материалам и качеству продукции. Стан оснащен инспекционным оборудованием и технологическим оборудованием, таким как X-оптическая дефектоскопия, ультразвуковая дефектоскопия, машина для гидростатического расширения и испытания давлением воды, а также машина для расширения концов труб.
Стандартные модели используются для производства стальных труб, таких как трубы для жидкостей низкого давления и конструкционные трубы.
Станок для производства труб малого диаметра со сваркой под флюсом имеют очевидные преимущества. Он преодолевает недостатки сварных труб ERW, такие как неадекватный контроль качества сварки, уступает качеству сварки под флюсом и высокое энергопотребление, преодолевает недостатки спиральношовных труб, такие как большая длина шва и неадекватное обнаружение заглубления спирального шва, и преодолевает недостатки UOE и JCOE, такие как огромные инвестиции и высокая стоимость производства. Качество сварки прямошовных труб под флюсом лучше и надежнее во всех процессах сварки. При заглублении сварной шов может быть поднят, что легко обнаружить, обслуживать и ремонтировать. Технические характеристики стальных труб, производимых на заводе, покрывают большинство технических характеристик, используемых в современных нефте- и газопроводах, что имеет хорошие рыночные перспективы. Проектная годовая производственная мощность стана составляет 50 000-100 000 тонн.
Можно утверждать, что если нет большой разницы между ценой прямошовной трубы, сваренной под флюсом, и стоимостью спиральношовной трубы, никто не захочет использовать спиральношовную трубу на высококачественном трубопроводе, а прямошовная труба, сваренная под флюсом, заменит спиральношовную трубу на высококачественном трубопроводе, с очень хорошей рыночной перспективой.
Стан по производству прямошовных труб малого диаметра под флюсом может быть использован в качестве дополнительного стана JCOE, потому что трудно и нерентабельно производить стальные трубы ниже Φ711 на станах UOE и JCOE. Стан для производства прямошовных труб малого диаметра, сваренных дуговой сваркой под флюсом, имеет очевидные преимущества - низкую себестоимость и высокую производительность. Он может компенсировать серьезный недостаток конкурентоспособности, вызванный низкой производственной мощностью и высокой ценой в области среднего и малого диаметра JCOE.
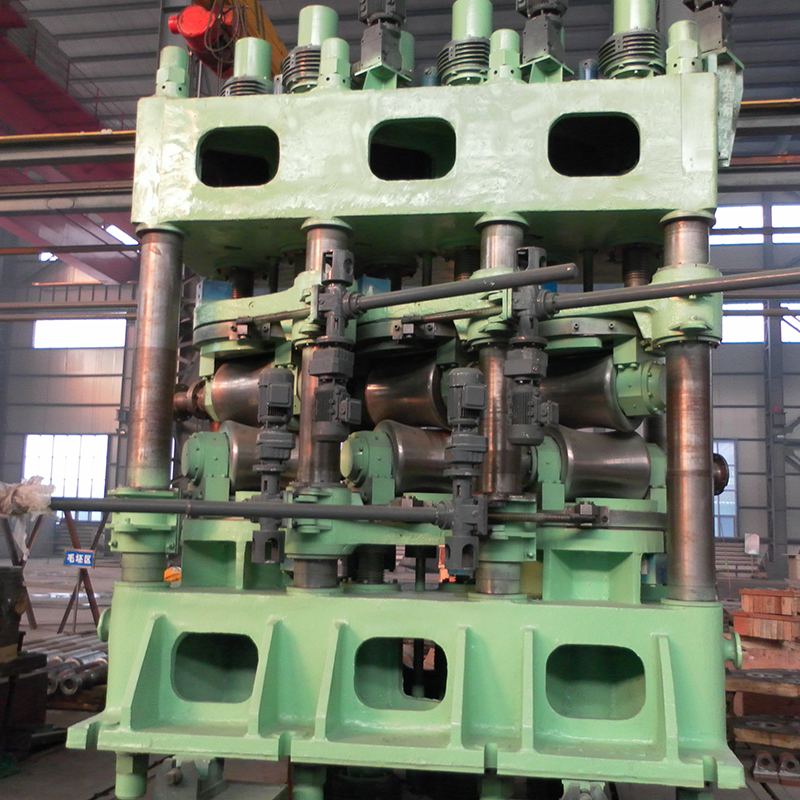
| 1 | мельница Φ325-Φ630 | Толщина стенки 4-25 мм | Первоклассный материал X80 |
| 2 | мельница Φ325-Φ660 | Толщина стенки 4-25 мм | Первоклассный материал X80 |
| 3 | мельница Φ355-Φ711 | Толщина стенки 5-25 мм | Первоклассный материал X80 |






связаться с нами
Сопутствующие популярные продукты

Машина для снятия фаски со спиральных труб
Введение: Фаскосниматель для спиральношовных труб/труб LSAW в основном используется д...

Подержанное оборудование
Введение: H aina High Tech также поставляет высококачественное бывшее в употреблении ...

Машина для заливки шлака
Введение: После сварки под флюсом в стальной трубе остаются остатки флюса и отслаиваю...

Станок для холодной формовки
Введение: Многофункциональный холодногибочный станок раскрывает и сплющивает рулон оп...

Станок для производства прецизионные сварные спиральношовные трубы
Введение: Прецизионный сварной спирально-сварной трубопрокатный стан разделяет формов...

Машина для гидростатических испытаний ERW
Введение: Машина для гидростатического испытания труб ERW/бесшовных труб в основном и...

Машина для снятия фаски с прямошовных сварных труб
Введение: Машина для снятия фаски с прямошовных/бесшовных труб в основном используетс...

Станок для производства квадратных труб с компьютерной регулировкой
Введение: Станок для производства квадратных труб с компьютерной регулировкой - это н...

Станок для производства сварных труб из нержавеющей стали
Введение: Станок для производства сварных труб из нержавеющей стали предназначен для ...
Машина для производства бесшовных труб
Введение: Машина для производства бесшовных труб нашей компании использует передовые ...

Станок для производства спиральношовных труб с передним поворотом
Введение: Станок для производства спиральношовных труб с передним поворотом открывает...

Станок для производства биметаллических композитных труб
Введение: Станок для производства биметаллических композитных труб состоит из двух ра...

Машина для гидростатических испытаний спиральных труб
Введение: Гидростатический тестер спиральных труб/LSA в основном используется для исп...

Станок для производства спиральношовных труб с обратным поворотом
Введение: Станок для производства спиральношовных труб с обратным поворотом заключает...
Машина для правки круглых труб
Введение: Правильная машина для круглых труб в основном используется для исправления ...

Станок для производства круглых и квадратных труб без смены валков
Введение: Станок для производства круглых и квадратных труб без смены валков - это но...