





Продукция





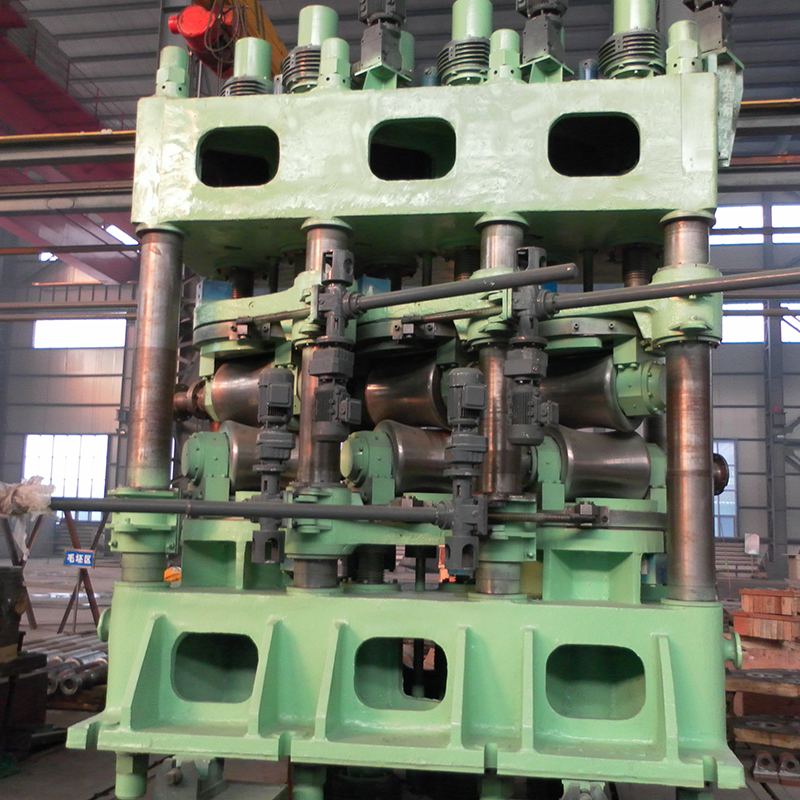












Станок для производства спиральношовных труб с передним поворотом
Введение: Станок для производства спиральношовных труб с передним поворотом открывает и выравнивает стальной рулон через мельничное оборудование, а затем подает его в формовочную машину под некоторым углом. Используя принцип трехроликовой навивочной машины и некоторые углы, формируется неп...
Описание
маркер
Введение:
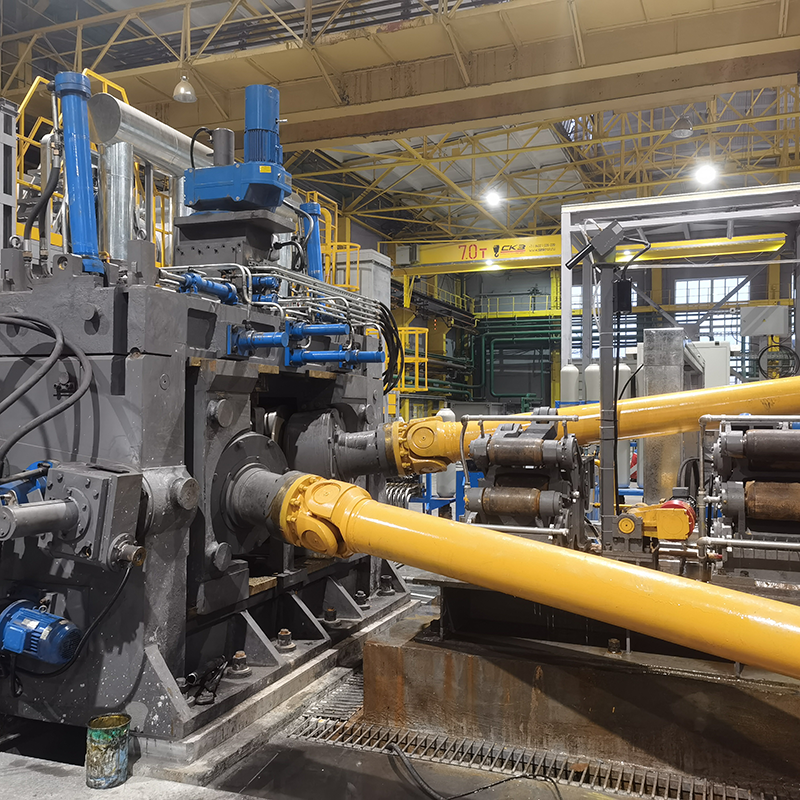
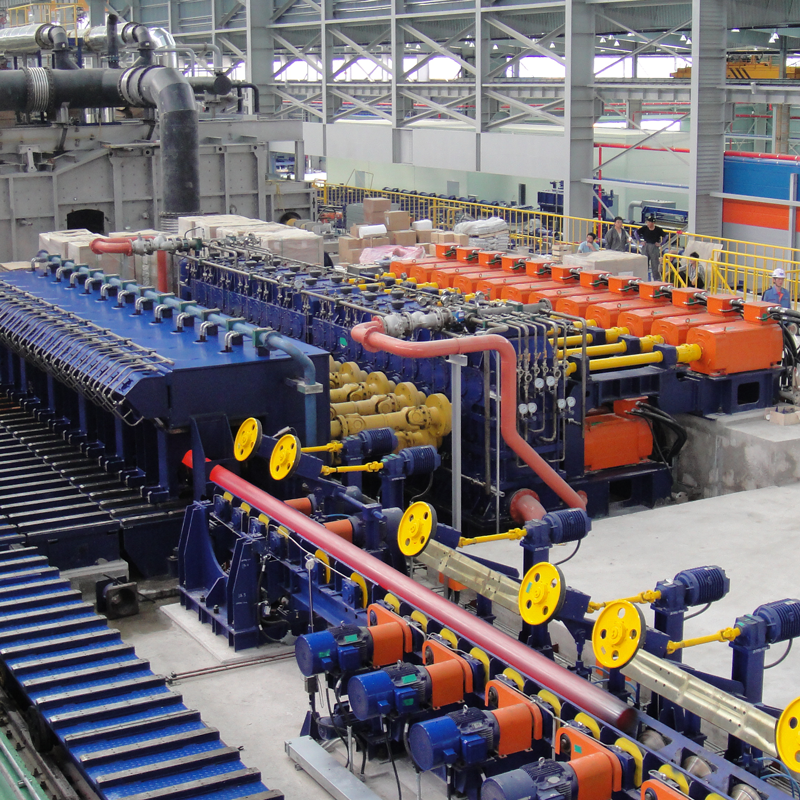
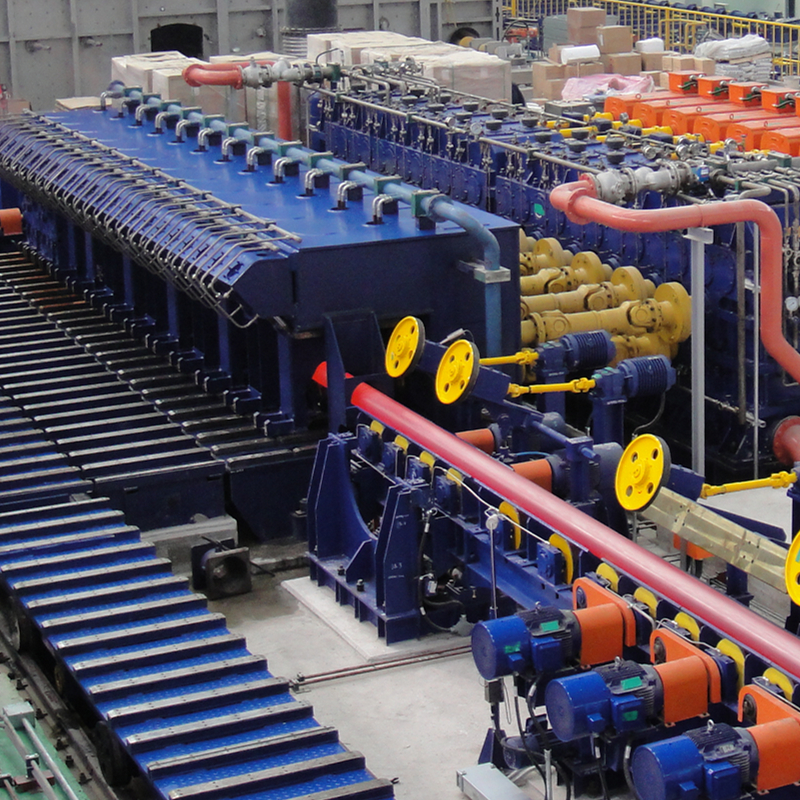
Станок для производства спиральношовных труб с передним поворотом открывает и выравнивает стальной рулон через мельничное оборудование, а затем подает его в формовочную машину под некоторым углом. Используя принцип трехроликовой навивочной машины и некоторые углы, формируется непрерывная круглая труба, а непрерывный спиральный шов сваривается с помощью аппарата дуговой сварки под флюсом. Когда стальная катушка намотана, размотана, выровнена и подвергнута стыковой сварке на ножницах, главная машина должна остановиться для ожидания, а после завершения стыковой сварки стальной катушки главная машина должна начать производство. Передний поворотный спирально-сварной трубопрокатный стан принимает прерывистый режим производства, который имеет преимущества меньших инвестиций и простой эксплуатации.
В соответствии с различными областями применения продукции, передний поворотный спирально-сварной трубопрокатный стан подразделяется на модель стандарта API и модель национального стандарта. Стандартная модель API используется для производства труб для транспортировки нефти и природного газа (на большие расстояния), которые имеют очень высокие требования к материалам и качеству стальных труб, а также очень высокие требования к оборудованию стана и контрольному оборудованию. Национальные стандартные модели используются для транспортировки природного газа на короткие расстояния, водопроводов, строительства городских трубопроводных сетей, конструкционных труб и колоннозабивных труб. Требования к материалам и качеству стали также высоки и уступают только стандарту API.
Модель:
| Номер | Модель | Спецификация (мм) | Ширина пластины (мм) | Толщина пластины (мм) | Установленная мощность (кВт) | Площадь участка (м2) |
| 1 | HMQL×-426 | Φ219-Φ426 | 300-600 | 3-14 | 200 | 24×200 |
| 2 | HMQL×-529 | Φ219-Φ529 | 300-800 | 3-16 | 300 | 24×200 |
| 3 | HMQL×-630 | Φ219-Φ630 | 300-1000 | 3-18 | 400 | 24×200 |
| 4 | HMQL×-720 | Φ219-Φ720 | 300-1200 | 4-25.4 | 500 | 24×200 |
| 5 | HMQL×-820 | Φ219-Φ820 | 350-1300 | 3-14 | 500 | 24×200 |
| 6 | HMQL×-1020 | Φ273-Φ1020 | 350-1300 | 3-16 | 800 | 24×200 |
| 7 | HMQL×-1420 | Φ325-Φ1420 | 500-1600 | 3-18 | 1000 | 24×200 |
| 8 | HMQL×-1620 | Φ426-Φ1620 | 500-1600 | 4-25.4 | 1500 | 30×300 |
| 9 | HMQL×-1820 | Φ508-Φ1820 | 500-2000 | 4-25.4 | 1500 | 30×300 |
| 10 | HMQL×-2020 | Φ508-Φ2020 | 500-2000 | 4-25.4 | 1500 | 30×300 |
| 11 | HMQL×-2400 | Φ508-Φ2400 | 500-2000 | 4-25.4 | 1800 | 30×300 |
| 12 | HMQL×-3000 | Φ610-Φ3000 | 500-2000 | 4-25.4 | 1800 | 30×300 |
| 13 | HMQL×-3500 | Φ720-Φ3500 | 600-2000 | 4-25.4 | 2000 | 30×300 |
Технологический поток:
Подготовка - Размотка - Выравнивание - Сварка встык - Кромкофрезерный станок - Отделочный станок - Предварительная гибка и направляющая пластина - Формовка - Внутренняя сварка - Внешняя сварка - Резка - Вытяжка - Внутренний и внешний ремонт сварных швов - Расширение концов труб - Рентгеновский контроль - Гидростатическое испытание - Снятие фаски - Ультразвуковой контроль - Снятие пленки с концов труб - Взвешивание, измерение длины и напыление этикеток - Сбор готовой продукции.






связаться с нами
Сопутствующие популярные продукты

Станок для производства квадратных труб с компьютерной регулировкой
Введение: Станок для производства квадратных труб с компьютерной регулировкой - это н...

Машина для шлифовки сварных швов
Введение: Для стальных труб, сваренных под флюсом, сварные швы имеют избыточную высот...

Станок для производства круглых и квадратных труб без смены валков
Введение: Станок для производства круглых и квадратных труб без смены валков - это но...

Станок для холодной формовки
Введение: Многофункциональный холодногибочный станок раскрывает и сплющивает рулон оп...

Машина для правки квадратных труб
Введение: Машина для расширения концов труб в основном используется для расширения ко...

RBE Станок для производства крупнокалиберная прямошовная труб LSAW
Введение: Существует две технологии производства прямошовных труб большого диаметра, ...
Линия по производству бесшовных труб
Введение: Линия по производству бесшовных труб нашей компании использует передовые ми...

Машина для гидростатических испытаний ERW
Введение: Машина для гидростатического испытания труб ERW/бесшовных труб в основном и...

Автоматический пресс для труб
Введение: Линии по производству квадратных и круглых труб небольшого размера предъявл...
Станок для производства бесшовных труб из нержавеющей стали
Введение: Завод по производству бесшовных труб из нержавеющей стали нашей компании ис...

Машина для гидростатических испытаний спиральных труб
Введение: Гидростатический тестер спиральных труб/LSA в основном используется для исп...
Машина для производства бесшовных труб
Введение: Машина для производства бесшовных труб нашей компании использует передовые ...

Станок для производства труб ERW
Введение: Трубный стан ERW открывает стальной лист определенной ширины после продольн...

Производственная линия для резки по длине
Введение: Поперечно-резательный станок используется для раскрытия и выравнивания руло...

Сверхмощные линии для продольной резки
Введение: Продольно-ножничный станок разжимает и выравнивает рулонную пластину, затем...

Станок для производства труб ERW без смены валков
Введение: Станок для производства труб ERW без смены валков - это новый продукт, разр...