





Продукция





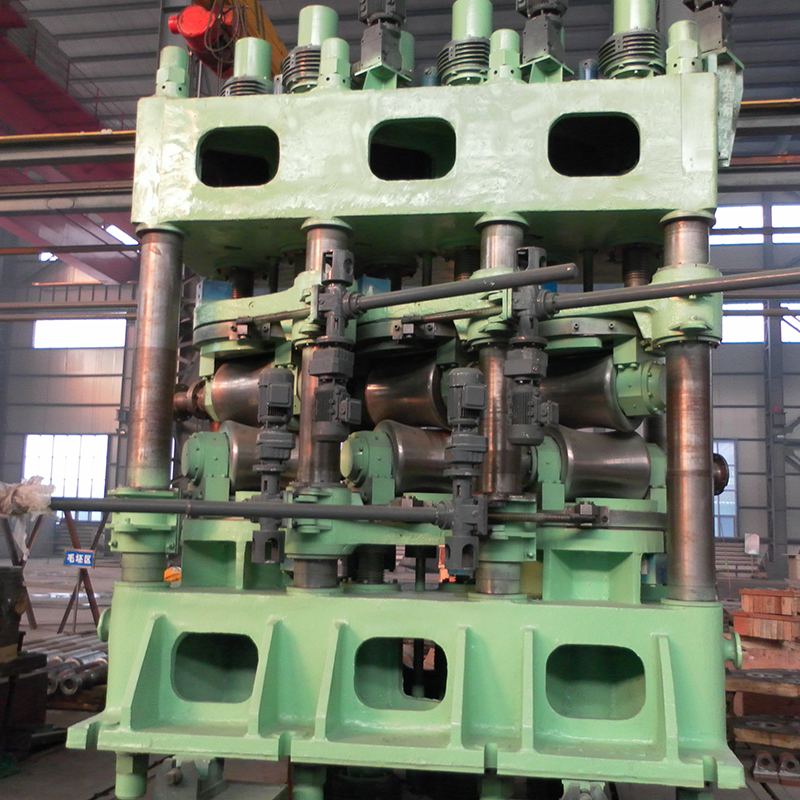









Станок для производства прецизионные сварные спиральношовные трубы
Введение: Прецизионный сварной спирально-сварной трубопрокатный стан разделяет формовку и сварку стальных труб на два процесса, а формовочная машина должна быть моделью высокоскоростной формовки. В отличие от обычного спирально-сварного трубопрокатного стана, полная сварка не выполняется в...
Описание
маркер
Введение:
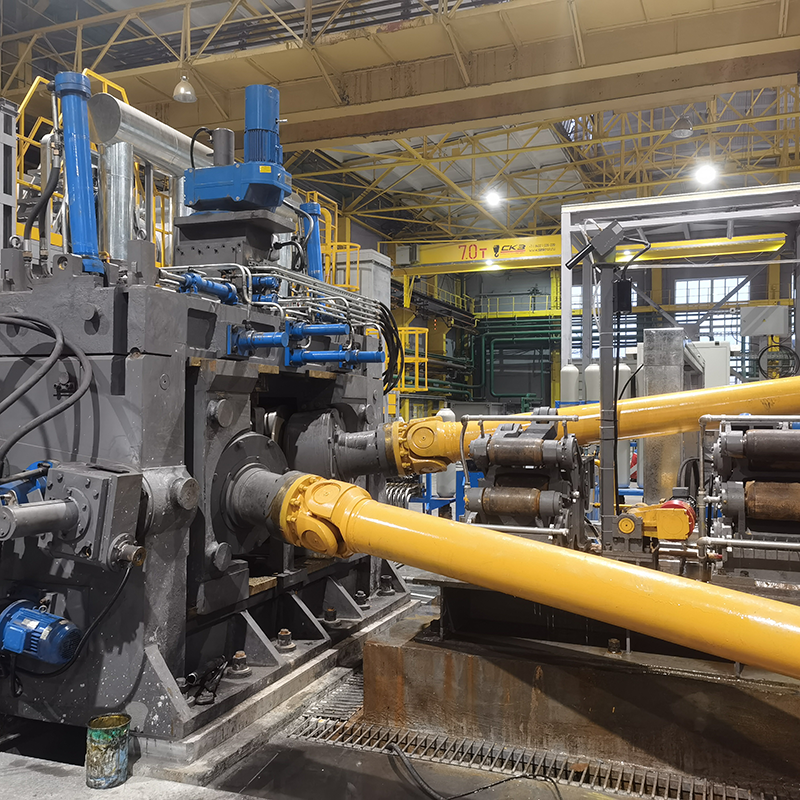
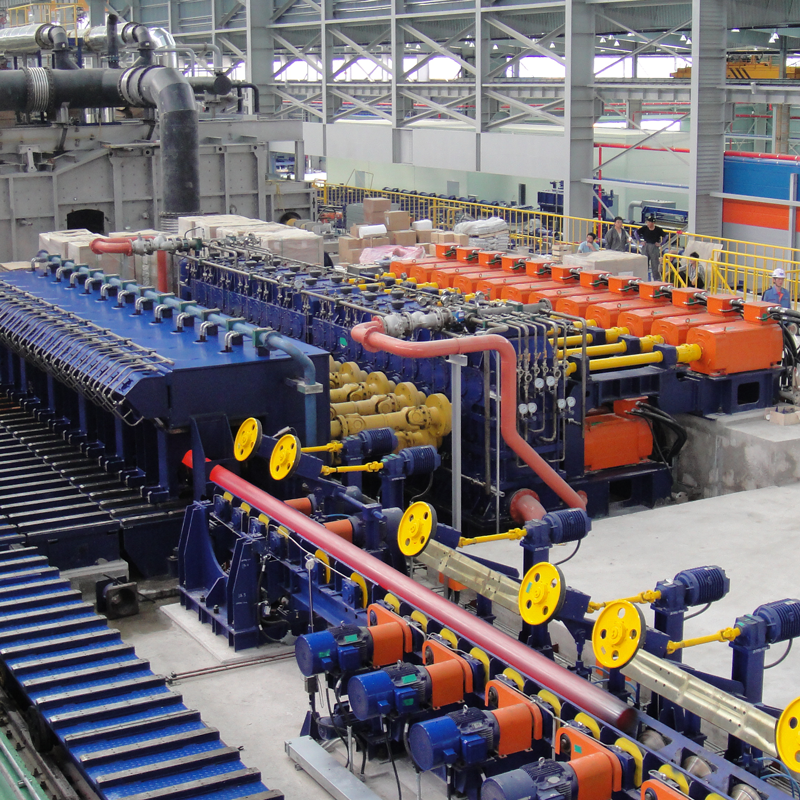
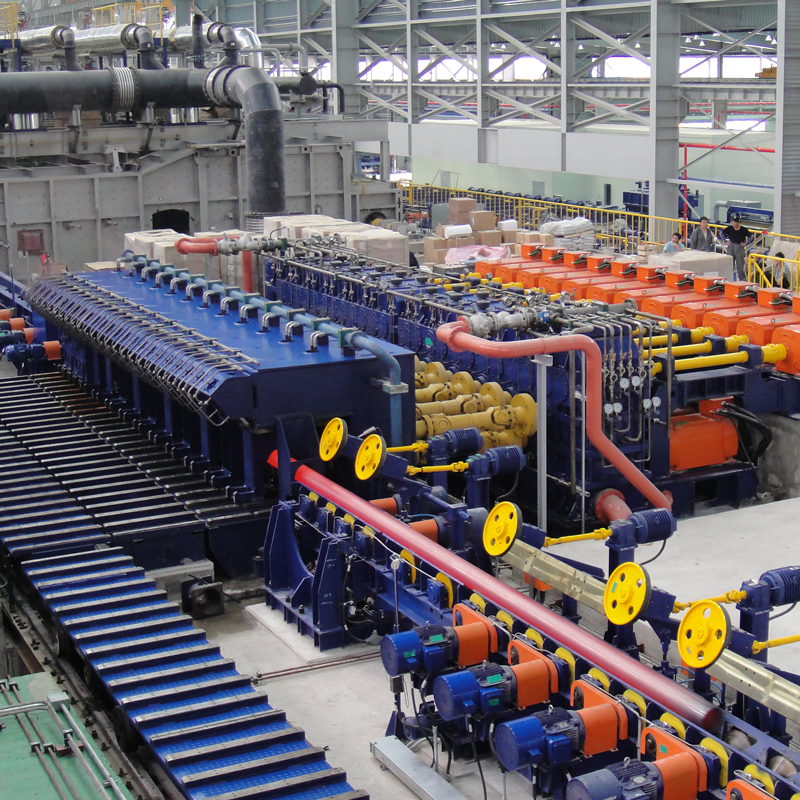
Прецизионный сварной спирально-сварной трубопрокатный стан разделяет формовку и сварку стальных труб на два процесса, а формовочная машина должна быть моделью высокоскоростной формовки. В отличие от обычного спирально-сварного трубопрокатного стана, полная сварка не выполняется во время формовки, а только стык стальной трубы слегка сваривается сварщиком в газовой защите, пока сварной шов не расширяется, затем стальная труба отрезается на фиксированной длине, а затем транспортируется на стан тонкой сварки для полной и тонкой сварки внутренних и внешних швов. Этот режим имеет множество преимуществ: Во-первых, формовка и сварка выполняются отдельно, так что при тонкой сварке влияние процесса формовки исчезает, и качество сварки более гарантировано; во-вторых, благодаря использованию высокоскоростных формовочных станов (скорость может достигать 8 м/мин), эффективность производства эквивалентна четырем обычным станам, а следующие станы тонкой сварки оснащены четырьмя станами, так что комплексная производственная мощность одного стана может достигать 3-4 раз больше, чем у обычных станов. Мельница подходит для крупных заводов по производству стальных труб с хорошим качеством и высокой производительностью. Стан используется для производства труб для транспортировки нефти и природного газа (на большие расстояния), которые предъявляют очень высокие требования к материалам и качеству стальных труб, а также очень высокие требования к оборудованию стана и контрольному оборудованию.
Модель:
| Номер | Модель | Спецификация (мм) | Ширина пластины (мм) | Толщина пластины (мм) | Установленная мощность (кВт) | Площадь участка (м2) |
| 1 | HMYL×-1420 | Φ630-Φ1420 | 600-2000 | 4-25.4 | 3000 | 30×600 |
| 2 | HMYL×-1620 | Φ630-Φ1620 | 600-2000 | 4-25.4 | 3500 | 30×600 |
| 3 | HMYL×-1820 | Φ630-Φ1820 | 600-2000 | 4-25.4 | 3500 | 30×600 |
| 4 | HMYL×-2020 | Φ720-Φ2020 | 600-2000 | 4-25.4 | 3500 | 30×600 |
| 5 | HMYL×-2400 | Φ720-Φ2400 | 600-2000 | 4-25.4 | 3800 | 30×600 |
| 6 | HMYL×-3000 | Φ720-Φ3000 | 600-2000 | 4-25.4 | 3800 | 30×600 |
| 7 | HMYL×-3500 | Φ720-Φ3500 | 600-2000 | 4-25.4 | 4000 | 30×600 |
Технологический поток:
Рулон сырой стали → Намотка → Разборка головки → Центровка → Выравнивание → Центровка → Стыковая сварка ножницами → Центровка → Фрезерование кромок 1 → Фрезерование кромок 2 → Очистка → Центровка → Доставка → Гибка направляющей плиты → Формовка → Предварительная Сварка → Резка → Выпуск стальных труб → Очистка от брызг сварочного шлака → Транспортировка на линию тонкой сварки (четыре линии работают одновременно) → Надевание труб → Выравнивание положения сварки → Сварка внутри и снаружи стальной трубы (отслеживание сварочного шва) → Извлечение труб → Очистка сварочного шлака → Резка для отбора проб → Проверка и ремонт → Шлифовка конца стальной трубы → Рентгеновский контроль → Расширение конца трубы → Гидростатические испытания → Ультразвуковая дефектоскопия непрерывного действия → Фаска плоской головки → Контроль конца трубы × светом → Контроль готовой продукции → Взвешивание и измерение длины → Маркировка → Хранение.






связаться с нами
Сопутствующие популярные продукты

Станок для производства квадратных труб с компьютерной регулировкой
Введение: Станок для производства квадратных труб с компьютерной регулировкой - это н...

Станок для холодной формовки
Введение: Многофункциональный холодногибочный станок раскрывает и сплющивает рулон оп...

Производственная линия для резки по длине
Введение: Поперечно-резательный станок используется для раскрытия и выравнивания руло...

Станок для производства сварных труб из нержавеющей стали
Введение: Станок для производства сварных труб из нержавеющей стали предназначен для ...

Комбинированный станокс продольным и поперечным сдвигом
Введение: Комбинированный агрегат продольной и поперечной резки представляет собой ор...
Линия по производству бесшовных труб
Введение: Линия по производству бесшовных труб нашей компании использует передовые ми...

Станок для производства спиральношовных труб с обратным поворотом
Введение: Станок для производства спиральношовных труб с обратным поворотом заключает...

Подержанное оборудование
Введение: H aina High Tech также поставляет высококачественное бывшее в употреблении ...

Машина для гидростатических испытаний спиральных труб
Введение: Гидростатический тестер спиральных труб/LSA в основном используется для исп...
Станок для производства бесшовных труб из нержавеющей стали
Введение: Завод по производству бесшовных труб из нержавеющей стали нашей компании ис...

Станок для производства труб ERW без смены валков
Введение: Станок для производства труб ERW без смены валков - это новый продукт, разр...

Станок для производства труб малого диаметра LSAW
Введение: Станок для производства труб малого диаметра со сваркой под флюсом заключае...

Станок для производства биметаллических композитных труб
Введение: Станок для производства биметаллических композитных труб состоит из двух ра...

Машина для заливки шлака
Введение: После сварки под флюсом в стальной трубе остаются остатки флюса и отслаиваю...
Станок для производства горячекатаных бесшовных труб
Введение: Мы привыкли называть стан горячекатаных бесшовных труб в виде трубопрокатно...

Машина для правки квадратных труб
Введение: Машина для расширения концов труб в основном используется для расширения ко...