





Продукция



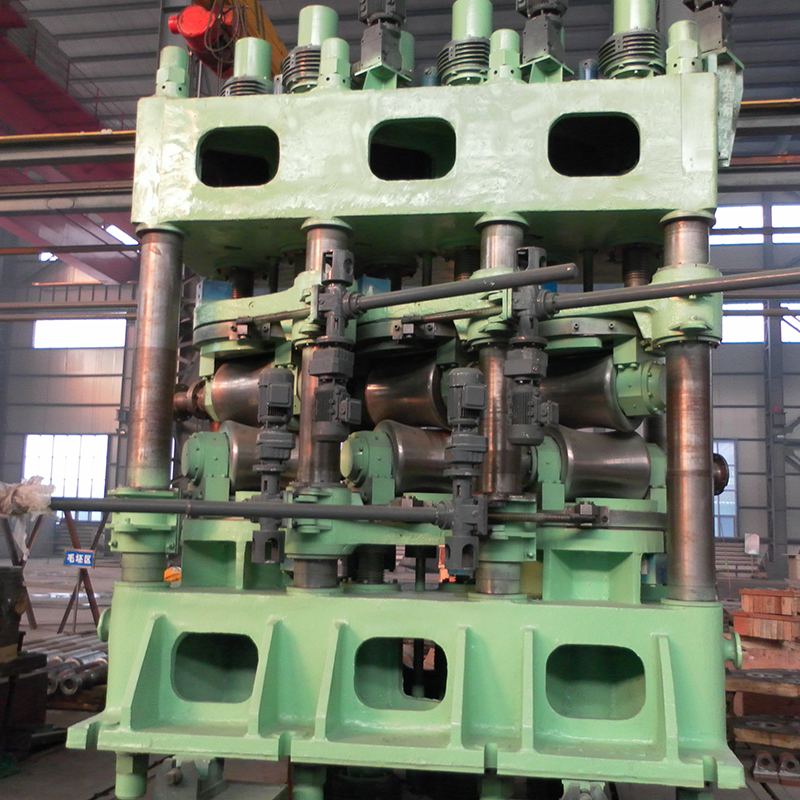









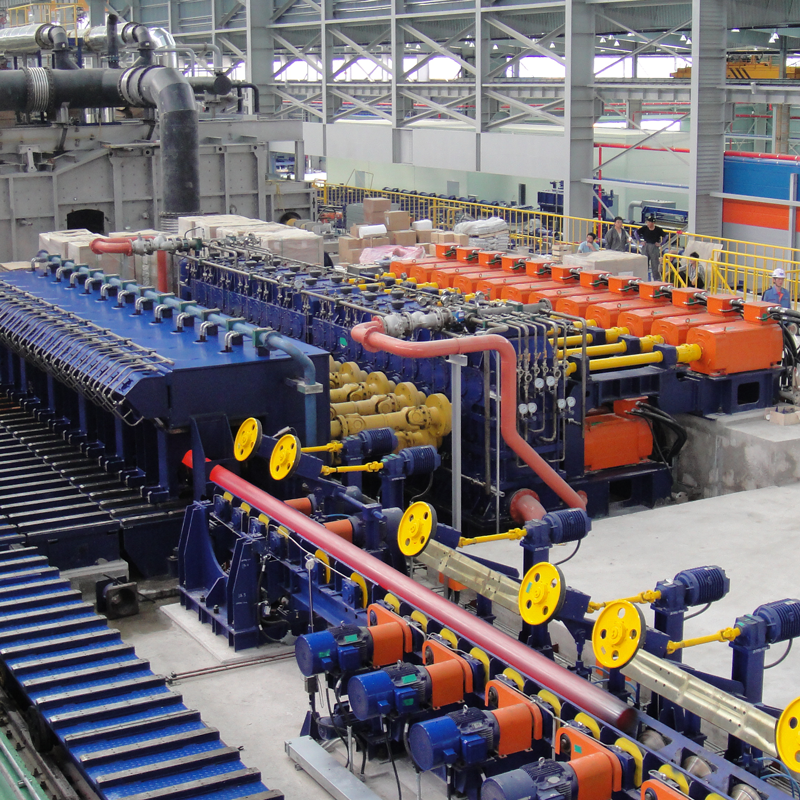
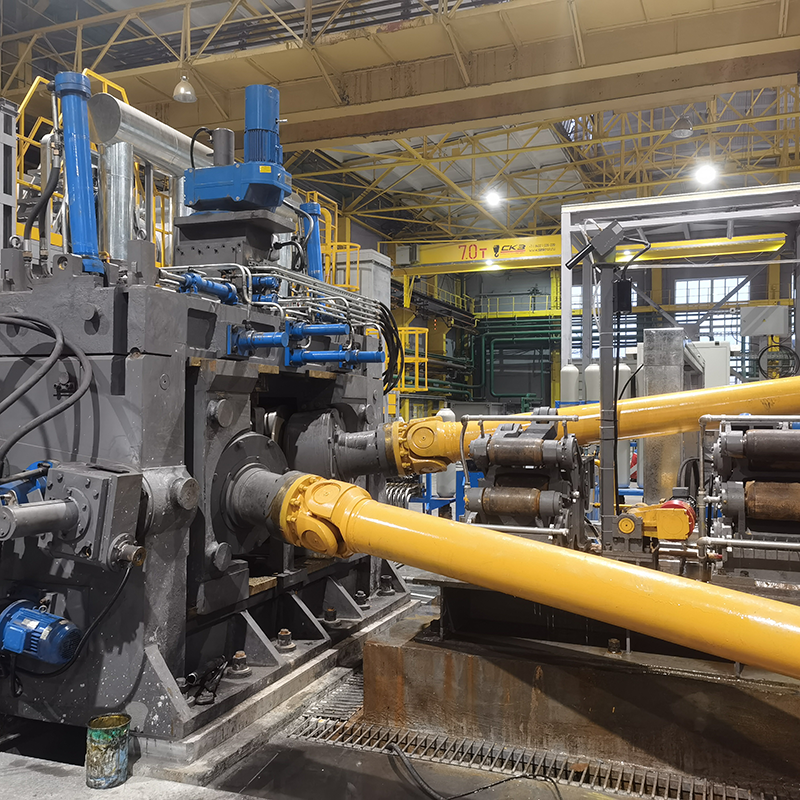
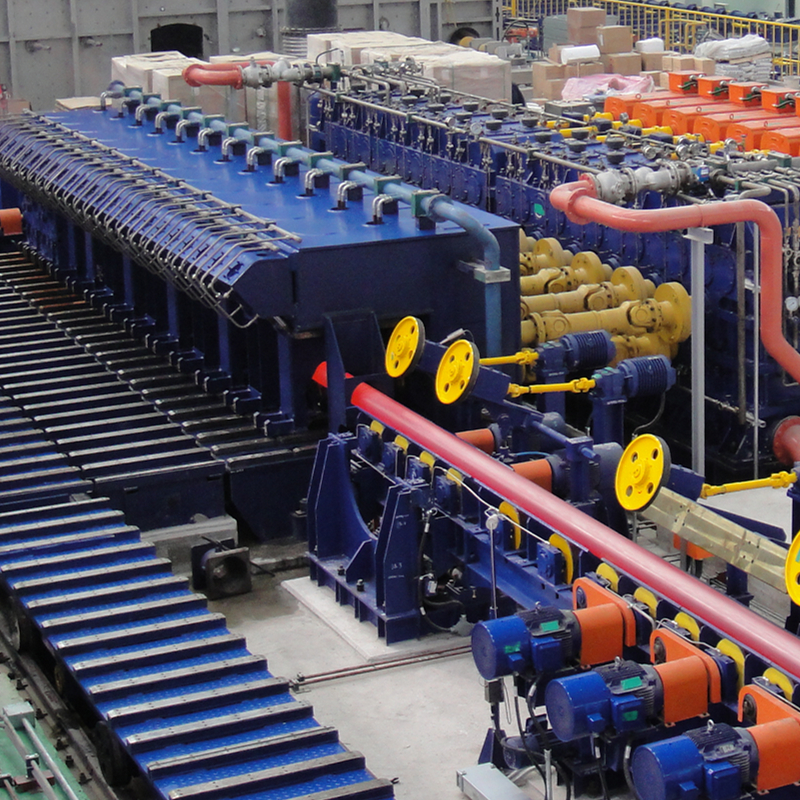
Станок для производства горячекатаных бесшовных труб
Введение: Мы привыкли называть стан горячекатаных бесшовных труб в виде трубопрокатного стана с процессом формовки оправки, например, стан MPM и стан Асселя. В соответствии с особенностями прокатки трубного стана, существует две формы: непрерывный прокатный стан и стан с косым прокатом. Непрер...
Описание
маркер
Введение:
Мы привыкли называть стан горячекатаных бесшовных труб в виде трубопрокатного стана с процессом формовки оправки, например, стан MPM и стан Асселя. В соответствии с особенностями прокатки трубного стана, существует две формы: непрерывный прокатный стан и стан с косым прокатом. Непрерывный прокатный стан можно разделить на стан с плавающей оправкой, стан с ограниченной оправкой и стан с полуплавающей оправкой в зависимости от режима работы оправки, среди которых стан с ограниченной оправкой можно разделить на двухвалковый (MPM) и трехвалковый (PQF) в зависимости от количества роликов в клети. По количеству роликов прокатные станы с косым профилем можно разделить на два типа: Прокатный стан Ассель и прокатный стан Акку.
Непрерывный прокатный стан подходит для массового производства стальных труб, имеет высокую производительность, длинные стальные трубы (длина сточных труб может превышать 30 м), хорошее и стабильное качество внутренней и внешней поверхности продукции, высокий выход, широкий диапазон спецификаций и большой D/S (более 42), но его инвестиции велики, есть много инструментов и запасных частей, и требуется много времени для изменения спецификаций. Косой прокатный стан подходит для производства небольших партий и нескольких сортов стальных труб, который имеет небольшие инвестиции, мало запасных частей, низкий расход инструментов, гибкое производство и экономию времени для изменения спецификации, но низкий выход, короткая прокатка стальных труб (обычно длина отходов трубы составляет менее 15 м), нестабильное качество внутренней и внешней поверхности, узкий диапазон спецификации, небольшой D/S (обычно менее 40) и низкий выход.
Технологический поток:
Трубная заготовка → Контроль → Шлифование → Пиление → Нагрев → Прошивной стан → Трубопрокатный стан → Снижение натяжения → Охлаждающая станина → Правка → Резка труб → Гидростатическое испытание → Снятие фаски → Ручной контроль → Взвешивание, измерение длины и напыление этикеток → Упаковка.




связаться с нами
Сопутствующие популярные продукты

Станок для производства сварных труб из нержавеющей стали
Введение: Станок для производства сварных труб из нержавеющей стали предназначен для ...

Производственная линия для резки по длине
Введение: Поперечно-резательный станок используется для раскрытия и выравнивания руло...

Машина для снятия фаски со спиральных труб
Введение: Фаскосниматель для спиральношовных труб/труб LSAW в основном используется д...
Станок для производства бесшовных труб из нержавеющей стали
Введение: Завод по производству бесшовных труб из нержавеющей стали нашей компании ис...
Линия по производству бесшовных труб
Введение: Линия по производству бесшовных труб нашей компании использует передовые ми...

Станок для производства биметаллических композитных труб
Введение: Станок для производства биметаллических композитных труб состоит из двух ра...

Машина для снятия фаски с прямошовных сварных труб
Введение: Машина для снятия фаски с прямошовных/бесшовных труб в основном используетс...

Станок для производства спиральношовных труб с обратным поворотом
Введение: Станок для производства спиральношовных труб с обратным поворотом заключает...

Комбинированный станокс продольным и поперечным сдвигом
Введение: Комбинированный агрегат продольной и поперечной резки представляет собой ор...
Машина для производства бесшовных труб
Введение: Машина для производства бесшовных труб нашей компании использует передовые ...

Машина для гидростатических испытаний ERW
Введение: Машина для гидростатического испытания труб ERW/бесшовных труб в основном и...

Машина для правки квадратных труб
Введение: Машина для расширения концов труб в основном используется для расширения ко...

Машина для заливки шлака
Введение: После сварки под флюсом в стальной трубе остаются остатки флюса и отслаиваю...

RBE Станок для производства крупнокалиберная прямошовная труб LSAW
Введение: Существует две технологии производства прямошовных труб большого диаметра, ...

Машина для расширения концов
Введение: Машина для расширения концов труб в основном используется для расширения ко...

Станок для производства труб ERW
Введение: Трубный стан ERW открывает стальной лист определенной ширины после продольн...